

User Tag List
 Thanks:
Thanks:  Likes:
Likes:
Results 16 to 30 of 94
-
12-05-2015, 12:49 AM #16
 Screaming And Flying!
Screaming And Flying!
- Join Date
- May 2003
- Location
- Tarpon Springs, FL---Queens,NY
- Posts
- 16,926
- Thanks (Given)
- 138
- Thanks (Received)
- 93
- Likes (Given)
- 693
- Likes (Received)
- 643
- Mentioned
- 2 Post(s)
- Tagged
- 2 Thread(s)
when everything from 86 to 2015 is same stroke except the 3.4.... Green grinding wheel?? Originally Posted by Chaz
Originally Posted by Chaz

 Quartershot T-3R 15" 3.5L E-Tec 1.62 Sportmaster
Quartershot T-3R 15" 3.5L E-Tec 1.62 Sportmaster

-
12-05-2015, 12:59 AM #17
Screaming And Flying!
- Join Date
- Jul 2002
- Location
- FT WORTH, TEXAS
- Posts
- 8,031
- Thanks (Given)
- 9
- Thanks (Received)
- 146
- Likes (Given)
- 313
- Likes (Received)
- 505
- Mentioned
- 1 Post(s)
- Tagged
- 0 Thread(s)
say what you want i dont find any better machine work then from james perry he is a builder as well as a machine shop man ive built around 300 motors most bored with a torque plate and a very nice cross hatch hone( not the 3 stone 4'' on a 1/2 drill motor and a zip it up and down a couple time and you got a professional hone job
 )along with the best porting man in the USA they are just good real good i used Ruck till he sold out to Bocephas no mass
)along with the best porting man in the USA they are just good real good i used Ruck till he sold out to Bocephas no mass
-
12-05-2015, 06:36 AM #18
Team Member
- Join Date
- Apr 2014
- Location
- nj
- Posts
- 521
- Thanks (Given)
- 1
- Thanks (Received)
- 19
- Likes (Given)
- 2
- Likes (Received)
- 126
- Mentioned
- 0 Post(s)
- Tagged
- 0 Thread(s)
Does anyone know where I can purchase a 3.0 litre Torque plate ? Also looking at Sunnen hone
-
12-05-2015, 01:34 PM #19
Team Member
- Join Date
- Dec 2011
- Location
- Ludington michigan,on the shore
- Posts
- 3,084
- Thanks (Given)
- 72
- Thanks (Received)
- 181
- Likes (Given)
- 128
- Likes (Received)
- 832
- Mentioned
- 2 Post(s)
- Tagged
- 2 Thread(s)
This is the setup that I have used for years.It pulls on the four head bolt bosses of the cylinder being bored.For those thinking of getting/using a boring bar,be sure to get the proper tool holder for "blind holes" it's a special holder that will let you bore to the very bottom of the sleeve holder.You will see in the pics that the tool tip is the lowest part of the bar. Originally Posted by Lil' Blue Rude
-
12-05-2015, 01:55 PM #20
Team Member
- Join Date
- Apr 2014
- Location
- nj
- Posts
- 521
- Thanks (Given)
- 1
- Thanks (Received)
- 19
- Likes (Given)
- 2
- Likes (Received)
- 126
- Mentioned
- 0 Post(s)
- Tagged
- 0 Thread(s)
thanks for the pics !! Yes my Quikway came with offset cutter for blind holes Matt @ CCA Racing manufacture of Torque plates going to make a plate for me
-
12-05-2015, 03:53 PM #21
6000 RPM
- Join Date
- Apr 2001
- Location
- /St. Joseph, Mich.
- Posts
- 1,561
- Thanks (Given)
- 1
- Thanks (Received)
- 8
- Likes (Given)
- 7
- Likes (Received)
- 81
- Mentioned
- 0 Post(s)
- Tagged
- 0 Thread(s)
There are also blind hole tool holders for indexable inserts available for the various machines if that's how you want to go.

-
12-05-2015, 05:40 PM #22
Supporting Member
- Join Date
- Feb 2004
- Location
- Palm City Fla
- Posts
- 7,514
- Thanks (Given)
- 0
- Thanks (Received)
- 958
- Likes (Given)
- 0
- Likes (Received)
- 7040
- Mentioned
- 13 Post(s)
- Tagged
- 1 Thread(s)
Sooooo , I take it you left your conversation with Mr. Carson knowing just a little more than when you entered it .. Originally Posted by cali kid

It's that way for most people ... including myself ..
baja200merk
Green grinding wheel??
It's pretty pricy having a tool maker grind up special tooling . A friend of mine has a magnetic table surface grinder , and it ... yes ... has a green wheel ...
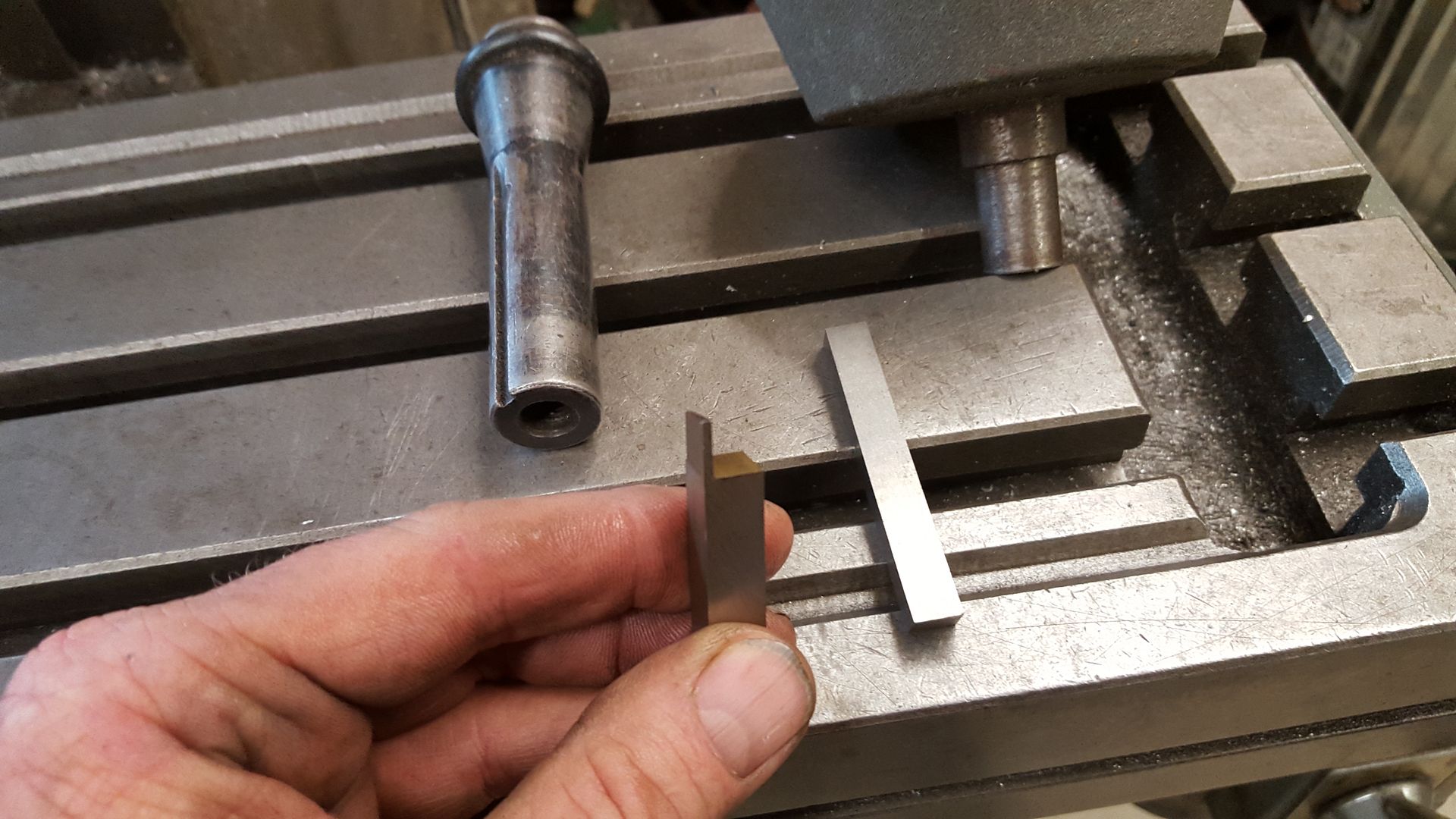
I picked up a 4" wheel from a flywheel grinder a few years ago and fit it to a .750" mandrel ... it's slow going , but it will produce things like this O-ring receiver groove cutter from a slab of tool steel ....
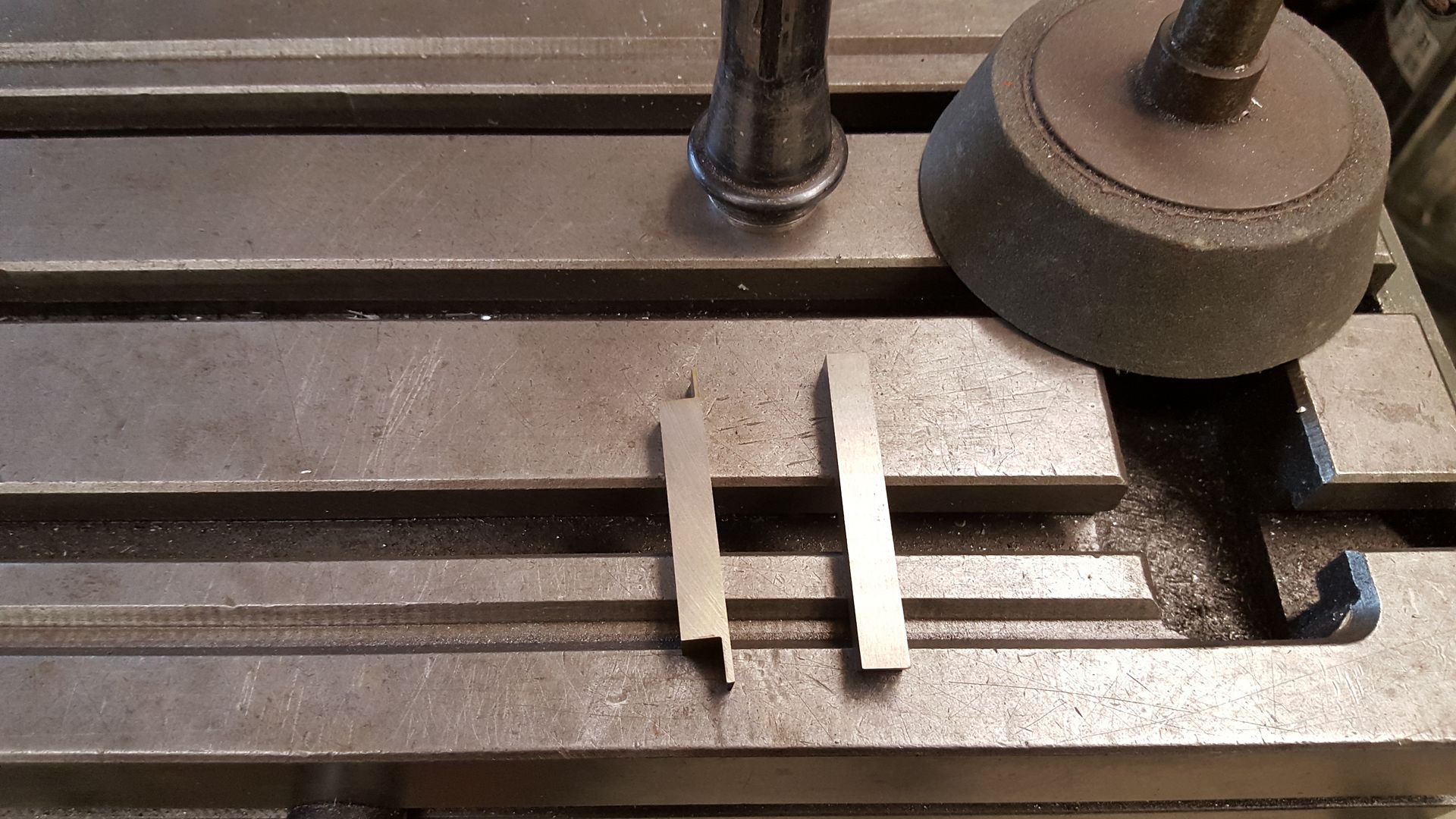
My Kwik-Way SVS ll valve grinder uses a 7" wheel . I have both , white and ruby wheels that are due to be replaced . Instead of throwing them away , I'm going to cut a striped thread Morse taper mandrel to fit them . If the larger wheel allows for a higher feed rate ... so much the better. If not , it was junk ready to be pitched in the can ...
3.4 - 3.6 , bout a quarter inch .... with .050 still to go ....
-
12-05-2015, 07:59 PM #23
Screaming And Flying!
- Join Date
- May 2003
- Location
- Tarpon Springs, FL---Queens,NY
- Posts
- 16,926
- Thanks (Given)
- 138
- Thanks (Received)
- 93
- Likes (Given)
- 693
- Likes (Received)
- 643
- Mentioned
- 2 Post(s)
- Tagged
- 2 Thread(s)
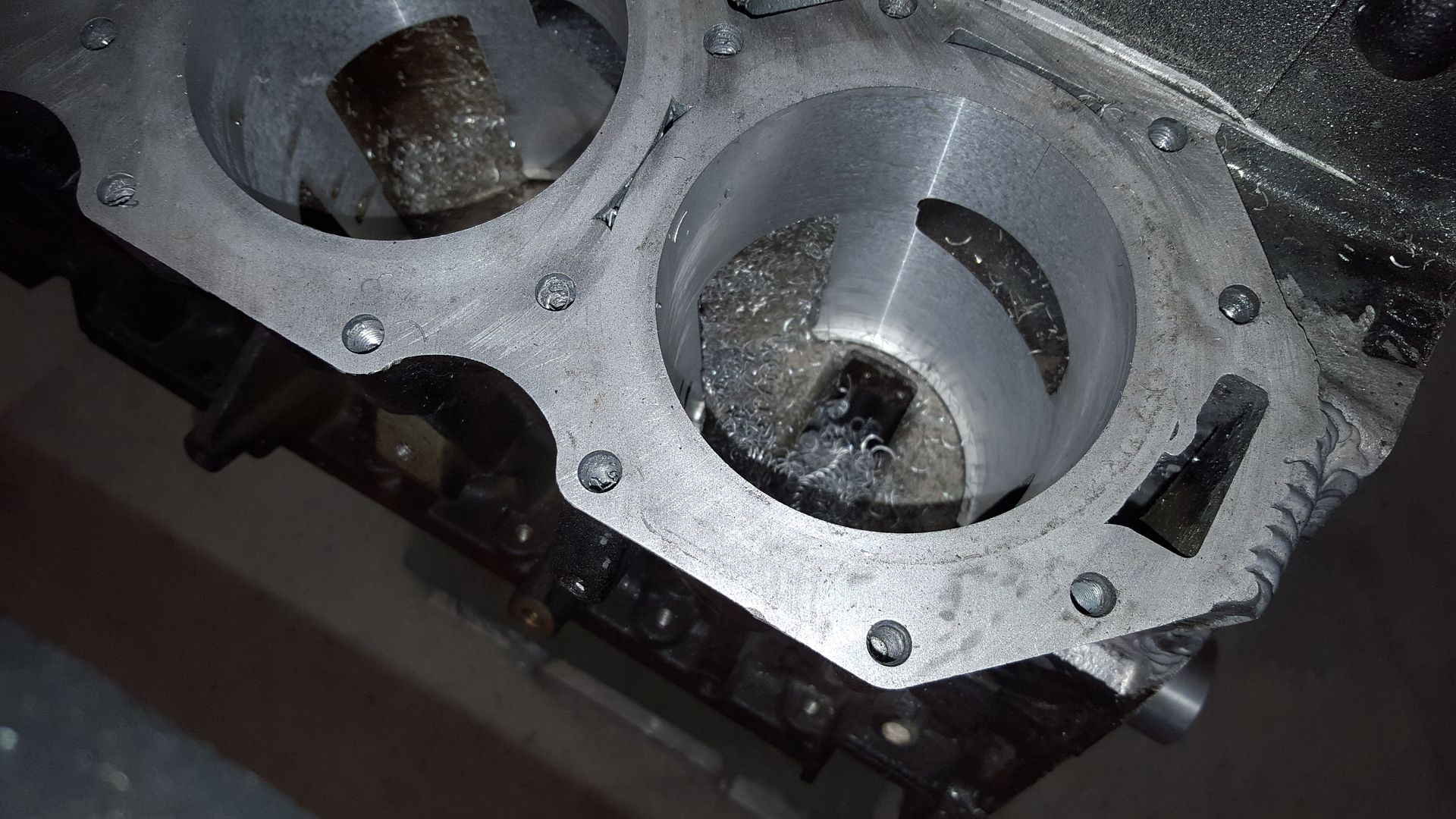
Closed deck and looks like the deck is missing some meat
 Quartershot T-3R 15" 3.5L E-Tec 1.62 Sportmaster
Quartershot T-3R 15" 3.5L E-Tec 1.62 Sportmaster
-
12-06-2015, 10:05 AM #24
Supporting Member
- Join Date
- Feb 2004
- Location
- Palm City Fla
- Posts
- 7,514
- Thanks (Given)
- 0
- Thanks (Received)
- 958
- Likes (Given)
- 0
- Likes (Received)
- 7040
- Mentioned
- 13 Post(s)
- Tagged
- 1 Thread(s)
Just enough to make it flat .... and square to the crank
Chaz = thinking that you gotz a Palm City hedge clipper too ...
-
 baja200merk liked this post
baja200merk liked this post
-
12-06-2015, 02:34 PM #25
Supporting Vendor
- Join Date
- Jun 2008
- Location
- Maryville, Tennessee
- Posts
- 1,019
- Thanks (Given)
- 28
- Thanks (Received)
- 28
- Likes (Given)
- 49
- Likes (Received)
- 258
- Mentioned
- 0 Post(s)
- Tagged
- 0 Thread(s)
How are you clamping the boring bar to the table? Can you rely on your tool setting mike to get you close enough to hone without measuring hole between cuts? Originally Posted by outasite
Dave Hensley
1986 XR2002 /12" Mariner and string steering
18' Pugh Hydro
1992 XTB-21/225 ProMax
The barn is emptying out!!!
-
12-06-2015, 02:43 PM #26
Supporting Vendor
- Join Date
- Jun 2008
- Location
- Maryville, Tennessee
- Posts
- 1,019
- Thanks (Given)
- 28
- Thanks (Received)
- 28
- Likes (Given)
- 49
- Likes (Received)
- 258
- Mentioned
- 0 Post(s)
- Tagged
- 0 Thread(s)
Chaz has the block shown been sleeved with aluminum sleeves and being plated afterwards?
Dave Hensley
1986 XR2002 /12" Mariner and string steering
18' Pugh Hydro
1992 XTB-21/225 ProMax
The barn is emptying out!!!
-
12-06-2015, 03:54 PM #27
Team Member
- Join Date
- Apr 2014
- Location
- nj
- Posts
- 521
- Thanks (Given)
- 1
- Thanks (Received)
- 19
- Likes (Given)
- 2
- Likes (Received)
- 126
- Mentioned
- 0 Post(s)
- Tagged
- 0 Thread(s)
My Quikway model FN comes with optional 1-1/4 thick plate to which the bar mounts . Then you simply raise the block up to steel plate and bore holes , however I will be using a torque plate .
-
12-06-2015, 04:31 PM #28
Team Member
- Join Date
- Dec 2011
- Location
- Ludington michigan,on the shore
- Posts
- 3,084
- Thanks (Given)
- 72
- Thanks (Received)
- 181
- Likes (Given)
- 128
- Likes (Received)
- 832
- Mentioned
- 2 Post(s)
- Tagged
- 2 Thread(s)
If you look at picture three,you will see a knurled hold down stud that screws into the table.The boring bar has a T slot that you can see as well,The stud slides into the T slot,the cats paws are used to center the bar then the clamp nut tightened.The whole process takes a few seconds.I usually take a .005 cut first,this will confirm that I am boring straight down the bore.I took the time to adjust my tool micrometer to cut dead nuts.I leave .0015-.002 to hone. Originally Posted by LongShot
-
12-06-2015, 05:23 PM #29
Supporting Vendor
- Join Date
- Jun 2008
- Location
- Maryville, Tennessee
- Posts
- 1,019
- Thanks (Given)
- 28
- Thanks (Received)
- 28
- Likes (Given)
- 49
- Likes (Received)
- 258
- Mentioned
- 0 Post(s)
- Tagged
- 0 Thread(s)
I am guessing you tighten the knurled knob from bottom of table once you center using the expanding catspaw? My Van Norman does not have a t-slot, i wish it did. I move the block around under the table while adjusting the catspaws out to center. You just have to get the block snugged up just enough to rock the block a little while putting pressure on the cylinder with the catspaws. Been torn a little bit around slotting the table where the stud I use to hold the bar down is threaded and moving the bar. Only problem withthat is I have the bar indicated in to the bottom surface of the table that the deck of the block clamps up to within .001" at 10" of sweep. Originally Posted by outasite
I am needing some Van Norman 777 parts if anyone has access or some spares laying around. During a shop move the 777 was knocked over, table and all, and I think the column is bent. I am refurbishing/ piecing together a 777s now. Need a new set of the shoes that the catspaw's bolt to and mesh with the scroll plate. Will call Winona tomorrow to see if 777 and 777S catspaws are same. I installed the shoes out of the 777 into the 777s and they feed in and out but you can hold the catspaws and rock them a little vertically when they are fed out about halfway.i had the preload spring on top of the driveshaft loaded pretty tight. It should control mesh of shoes and scroll.Last edited by LongShot; 12-06-2015 at 05:29 PM.
Dave Hensley
1986 XR2002 /12" Mariner and string steering
18' Pugh Hydro
1992 XTB-21/225 ProMax
The barn is emptying out!!!
-
12-06-2015, 07:35 PM #30
Team Member
- Join Date
- Dec 2011
- Location
- Ludington michigan,on the shore
- Posts
- 3,084
- Thanks (Given)
- 72
- Thanks (Received)
- 181
- Likes (Given)
- 128
- Likes (Received)
- 832
- Mentioned
- 2 Post(s)
- Tagged
- 2 Thread(s)
Dave,the T slot is attached to a lead screw that comes out of the rear of the main housing.The whole machine can rotate 360 degrees around the stud,plus move in or out a couple of inches,one turn of lead screw and its tight,very fast.On a V8 you mount directly to the deck,bore two holes from the one position,just rotate.Then move down and do the other two.




 Reply With Quote
Reply With Quote





Similar Threads
-
3 litre wolf efi crankcase injected 3 litre build
By mrcrsr in forum Custom Rigging and Metal FabricationReplies: 485Last Post: 03-25-2025, 12:17 AM -
Boring .044 over
By outasite in forum Technical DiscussionReplies: 14Last Post: 11-21-2013, 12:01 AM -
Boring
By faztbullet in forum Technical DiscussionReplies: 3Last Post: 05-04-2010, 04:28 PM -
Twin 2 litre Mercs side by side on a T4 Housing
By MagicFloat in forum Outboard and Racing HistoryReplies: 21Last Post: 01-08-2003, 07:48 PM





